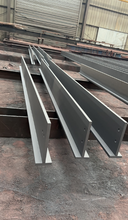
上海耐用箱型柱型號(hào),成品箱型柱
對(duì)于箱型柱鋼結(jié)構(gòu)來(lái)說(shuō),這兩種檢驗(yàn)方法:
要求焊縫外觀平整光潔���,表面無(wú)裂痕�,未焊透���,未熔合�����、夾渣����、飛濺等缺陷。
對(duì)于構(gòu)件的焊接接接頭采用射線探傷和磁粉探傷�,確認(rèn)焊縫的寬度足夠(即熔合良好)。

箱型柱拼裝工藝方法:
1.以上蓋板作為拼裝基準(zhǔn)���,在其拼裝面上按施工圖要求分別放出隔板及側(cè)腹板裝配線��,并用樣沖標(biāo)志���。
2.先拼裝上蓋板與隔板,拼裝在胎模上進(jìn)行��,裝配好后���,須施焊完畢方可進(jìn)行下道工序��。
3.腹板裝配前須檢查腹板的平直度��,裝配時(shí)采用一個(gè)方向裝配���,先定位中部加勁板�,后定位腹板�。
4.箱體結(jié)構(gòu)整體拼裝在U型結(jié)構(gòu)全部完成后進(jìn)行,先將U型結(jié)構(gòu)腹板邊緣矯正好����,使其不平度〈L/1000 ,然后在下蓋板上放出腹板裝配定位線���,翻轉(zhuǎn)與U型結(jié)構(gòu)拼裝,采用一個(gè)方向裝配���,定位點(diǎn)焊采用對(duì)稱施焊法���。
5.隔板后一面焊接采用電渣壓力焊接,采用設(shè)備電渣壓力焊焊接�����。

【箱型柱的工藝流程】
為了柱身板的拼裝準(zhǔn)確��,需要制備組裝胎膜����。以上蓋板為基準(zhǔn)����,然后放出橫隔板側(cè)腹板的裝配線�,進(jìn)行u型組立。后組裝下蓋板組裝完成以后進(jìn)行焊接���。柱身主體焊接采用埋弧自動(dòng)焊�����,加勁板焊接采用電焊機(jī)手工焊接�,后一面隔板焊接電渣壓力焊接的方法�,進(jìn)行焊接設(shè)置引弧板。
標(biāo)簽:上海耐用箱型柱箱型柱
信息由發(fā)布人自行提供��,其真實(shí)性�����、合法性由發(fā)布人負(fù)責(zé)���。交易匯款需謹(jǐn)慎���,請(qǐng)注意調(diào)查核實(shí)�。
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)