密碼找回
賬號找回
刪除信息
常見問題
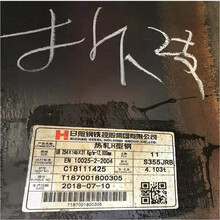
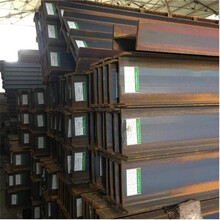
S275JR英標H型鋼-UB406*178*67庫存充足
S355J0英標H型鋼-UB1016*305*438定尺沖孔
S355J0英標H型鋼-UB457*191*74及時發(fā)貨
S355K2英標H型鋼-UB533*210*82規(guī)格按需提供
2年
微信在線
16568251111
廊坊AH36船用無縫管價格
價格面議
AH36南鋼球扁鋼-80X5(8#)多少錢
¥6
SM490船用角鋼150*90*15廠家
S275JR歐標H型鋼-HE320M廠家現(xiàn)貨
商洛CCS船用無縫鋼管價格
S275JR歐標H型鋼-HE1000AA廠家?guī)齑孀?/p>