





關(guān)鍵詞 |
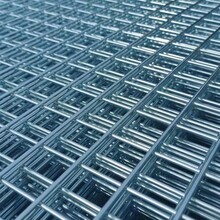
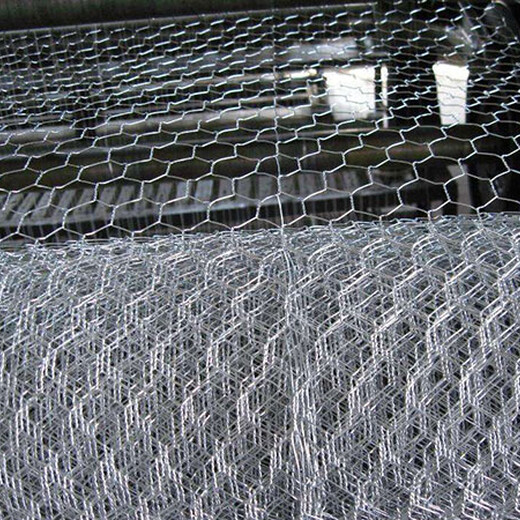
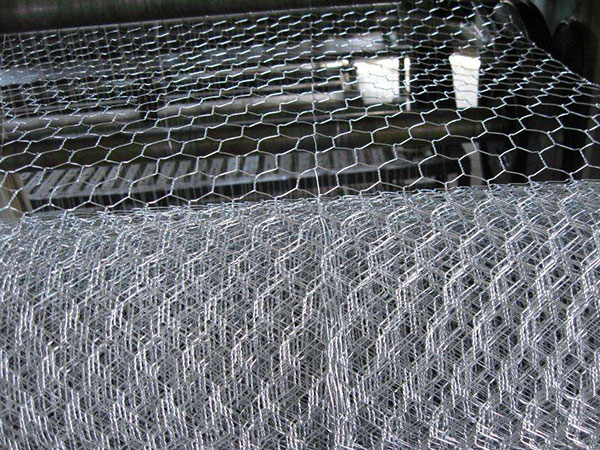
陽泉鍍鋅鉛絲籠,鍍鋅鉛絲籠,河堤防護鍍鋅鉛絲籠 |
面向地區(qū) |
產(chǎn)地 |
河北 |
|
品牌 |
宇利 |
用途 |
多種用途 |
規(guī)格 |
可定制 |
編織工藝 |
其它 |
材料 |
鍍鋅絲 |
目數(shù) |
其它 |





————— 認(rèn)證資質(zhì) —————
陽泉本地格賓網(wǎng)熱銷信息